工業生產上,設備的更新換代很快,但是過多的更換往往造成許多不必要的損失。軋輥是軋鋼廠軋鋼機上的重要零件,利用一對或一組軋輥滾動時產生的壓力來軋碾鋼材。它主要承受軋制時的動靜載荷,磨損和溫度變化的影響。
軋輥是使(軋材)金屬產生塑性變形的工具,是決定軋機效率和軋材質量的重要消耗部件。軋輥是軋鋼廠軋鋼機上的重要零件,利用一對或一組軋輥滾動時產生的壓力來軋碾鋼材。它主要承受軋制時的動靜載荷,磨損和溫度變化的影響。
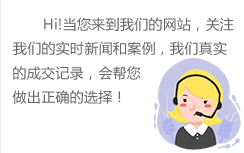
軋機部件中軋輥的工作條件復雜。軋輥在制造和使用前的準備工序中會產生殘余應力和熱應力。使用時又進一步受到了各種周期應力的作用,包括有彎曲、扭轉、剪力、接觸應力和熱應力等。這些應力沿輥身的分布是不均勻的、不斷變化的,其原因不僅有設計因素,還有軋輥在使用中磨損、溫度和輥形的不斷變化。此外,軋制條件經常會出現異常情況。軋輥在使用后冷卻不當,也會受到熱應力的損害。所以軋輥除磨損外,還經常出現裂紋、斷裂、剝落、壓痕等各種局部損傷和表面損傷。
首先了解一下軋輥軸出現磨損原因同時軋件塑性變形熱和軋輥與軋件接觸面更使得軋輥溫度升高,軸承的潤滑性能在高溫下直線下降,同時也能導致軋輥的尺寸、形狀、材質機械性能等各方面產生缺陷。雖然軋制過程中大量冷卻液噴射在軋輥上加以冷卻,但是軋制過程中處在周期性的加熱和冷卻的曲線變化中,軋輥輥面、軋輥軸承位及軋機各種配置都因為周期性熱沖擊的接觸應力,性能產生退讓,故而產生磨損。
其次,軋件與軋輥瞬間接觸,滑行速度慣性形成的相對速度大,而且在軋輥入口、中性點、出口三個位置,軋輥軸承位與軸承做功時的承受力完全不同。同時軋件行進過程中摩擦力具有明顯的負阻尼特性,從而導致軋輥自激振動的產生,正是軸和軸承在這種微小振幅的相對振動下而產生微動磨損,會隨著軋制次數和時間順延而加劇。
另外,現在軋機普遍使用乳化液作為工藝潤滑劑,在乳化液的化學作用下,加劇了軋輥金屬材質的磨損過程,特別是高溫作用下對金屬的滲透性腐蝕。
軋輥軸維修怎么操作?
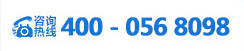
了解了金屬軋輥軸承磨損原因后就要“對癥下藥”,很多軋輥軸的磨損修復工藝依然還是采用的老技術,雖然能完成修復,金屬磨損修補劑但是步驟復雜且不利于設備本身的使用,后續生產中依然會造成損壞。而上圖中的工藝則使用了新工藝金屬軋輥軸承磨損修補劑 JL-112鋼質修補劑為膏狀,不流淌,以不銹鋼為強化填充劑,耐磨損,耐腐蝕,用于各種不銹鋼及合金鋼制品、容器、管路、零件及設備的缺陷、磨損、劃傷、腐蝕、斷裂的修補。JL-112鋼質修補劑與金屬具有較高的結合強度,顏色可保持與被修基體一致;施工工藝性好、固化無收縮;固化后的材料具有較高的強度,可進行各類機械加工;具有耐磨抗蝕與耐老化的特性
一般運用的是金屬軋輥軸承磨損修補劑工藝——
1.表面烤油:使用氧氣乙炔將軸承位表面油污烤干凈,直至無火花四濺,表面干燥;
2.將軸放在機床上固定好,保持低轉速狀態下將軸承位表面粗車一刀,表面越粗糙越好,必要時在軸承位表面車出螺紋狀;
3.根據軸承位的單邊磨損量計算材料的用量,按照比例調和金屬軋輥軸承磨損修補劑,調和均勻,無色差;將調和好的材料先薄薄涂抹于軸承位的表面;
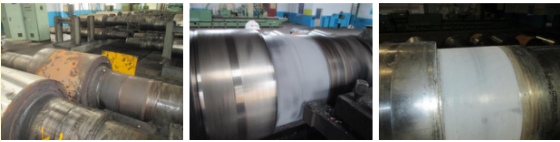
4.材料固化:將機床轉速調,保證軸在旋轉狀態下固化,或者是加熱溫度保證在50左右,固化時間3小時即可;
5.金屬軋輥軸承磨損修補劑在加熱狀態下固化3小時后,滿足機加工條件,進行精加工,達到要求的尺寸;
6.機加工修復完成后,安裝裝軸承正常使用。
如果您遇到了您解決不了的膠粘難題,您可以聯系我們,我們聚宏技術團隊會幫您解決,進行一對一的專業服務,請撥打全國免費咨詢電話400-056-8098,13528686272金先生 聯系技術人員,聚宏免費提供樣品,免費為您試樣和提供解決方案,期待您的蒞臨合作! 聚宏膠水廠家聚宏公司官網http://m.ckjn.com.cn 期待您隨時的來